1. 브레이징 재료
(1) 구리 및 황동 브레이징에 일반적으로 사용되는 여러 솔더의 접합 강도는 표 10에 나와 있습니다.
표 10 구리 및 황동 브레이징 접합부의 강도
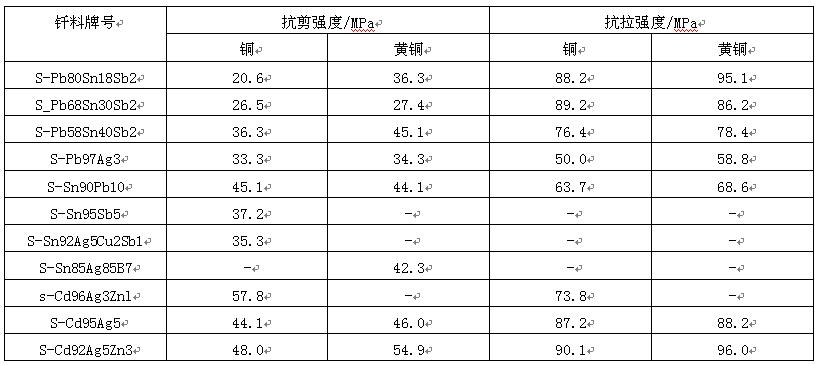
주석-납 솔더를 사용하여 구리를 브레이징할 때는 로진 알코올 용액이나 활성 로진과 아연-염화수소(znCl₂+nH₃Cl) 수용액과 같은 비부식성 브레이징 플럭스를 선택할 수 있습니다. 후자는 황동, 청동, 베릴륨 청동 브레이징에도 사용할 수 있습니다. 알루미늄 황동, 알루미늄 청동, 실리콘 황동 브레이징의 경우, 브레이징 플럭스는 염화아연 염산 용액을 사용할 수 있습니다. 망간 백동 브레이징의 경우, 주입제는 인산 용액을 사용할 수 있습니다. 납 기반 용가재 브레이징의 경우, 염화아연 수용액을 플럭스로 사용할 수 있으며, 카드뮴 기반 용가재 브레이징의 경우, FS205 플럭스를 사용할 수 있습니다.
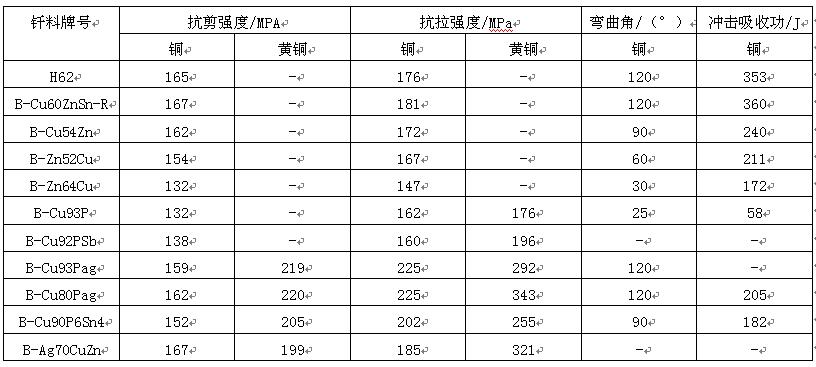
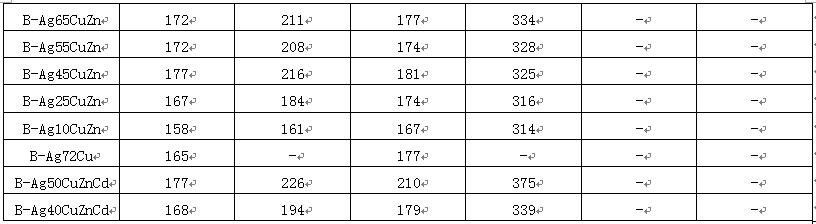
(2) 구리를 브레이징 용가재와 플럭스로 브레이징할 때는 은계 용가재와 구리-인계 용가재를 사용할 수 있습니다. 은계 솔더는 적당한 융점, 우수한 가공성, 우수한 기계적 특성, 전기 및 열 전도성으로 인해 가장 널리 사용되는 경납땜입니다. 높은 전도성이 요구되는 공작물의 경우, 은 함량이 높은 b-ag70cuzn 솔더를 선택해야 합니다. 진공 브레이징 또는 보호 분위기 브레이징의 경우, b-ag50cu, b-ag60cusn 및 휘발성 원소가 없는 기타 브레이징 재료를 선택해야 합니다. 은 함량이 낮은 브레이징 용가재는 가격이 저렴하고 브레이징 온도가 높으며 브레이징 접합부의 인성이 낮습니다. 이러한 용가재는 주로 요건이 낮은 구리 및 구리 합금의 브레이징에 사용됩니다. 구리-인 및 구리-인계 은 브레이징 용가재는 구리 및 구리 합금의 브레이징에만 사용할 수 있습니다. 그중 b-cu93p는 유동성이 우수하여 전기기계, 계측기 및 제조 산업에서 충격 하중이 가해지지 않는 부품의 브레이징에 사용됩니다. 가장 적합한 간격은 0.003 ~ 0.005mm입니다. 구리-인-은 브레이징 용가재(예: b-cu70pag)는 구리-인 브레이징 용가재보다 인성과 전도성이 우수합니다. 이러한 브레이징 용가재는 주로 높은 전도성이 요구되는 전기 접합에 사용됩니다. 표 11은 구리와 황동 브레이징에 사용되는 몇 가지 일반적인 브레이징 재료의 접합 특성을 보여줍니다.
표 11 구리 및 황동 브레이징 접합부의 특성
게시 시간: 2022년 6월 13일